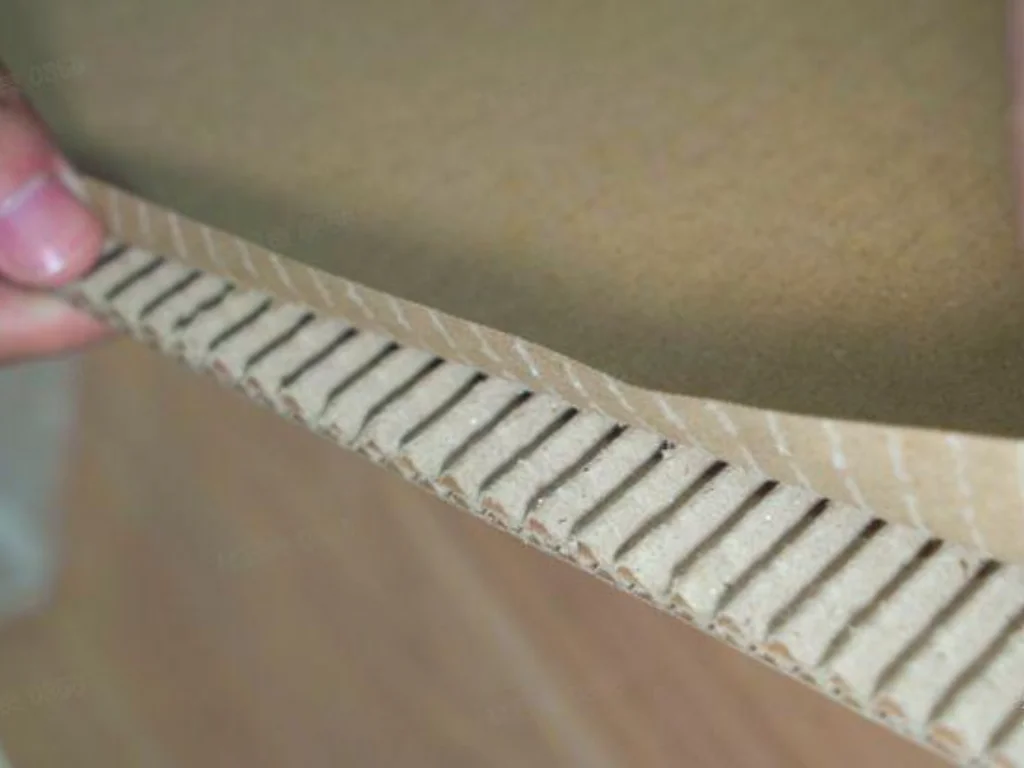
Edge delamination is a common issue in corrugated board production, directly affecting box strength, appearance, and customer satisfaction. Understanding the root causes and applying the right solutions can significantly improve board quality and reduce production losses.
1. Inner Liner Edge Delamination
Causes:
Inner liner edge delamination is usually related to glue application and temperature control:
- Insufficient glue pickup by the glue roll
- Glue pan instability or vibration
- Improper temperature at both ends of the corrugating roll
Solutions:
- Increase glue valve opening to ensure edge coverage.
- Secure and calibrate the glue tray.
- Temperature Calibration: Maintain roll temperature so water droplets evaporate within 2–3 seconds. Use oiling at roll ends to dissipate excess heat if necessary.
2. Face Paper Edge Delamination
Causes:
- Glue roll is not fully submerged.
- Misaligned dryer belts lead to uneven edge pressure.
- Hot plates haven’t reached stable operating temperatures.
Solutions:
- Ensure sufficient adhesive in the glue pan so the glue roll is fully immersed
- Correct conveyor belt alignment to guarantee proper edge pressure
- Start production only after the hot plate temperature is stable and evenly distributed