Selecting the right corrugating roll for your production line requires careful consideration of multiple critical factors. The corrugating roll directly affects paperboard quality, production efficiency, and overall operating costs. The following guide outlines key considerations for choosing the optimal corrugating roll.
To choose the right corrugating roll, you must match your specific production needs—like paper type, line speed, and desired board quality—with the correct roll material, flute profile, and surface coating. It's a balance between performance, lifespan, and cost, supported by a reliable supplier.
Define Your Production Requirements
Paperboard Type and Specifications
Choose a corrugating roll with a flute profile matching the type of paperboard you produce: A, B, C, E, or F flutes. For example:
- A Flute: High cushioning, suitable for heavy-duty cartons
- B Flute: Standard applications, general-purpose boxes
- E Flute: Thin paperboard, suitable for lightweight packaging
Production Speed
- High-speed lines (≥120 m/min) require rolls with superior wear resistance and precision, such as tungsten carbide or laser-hardened chrome rolls.
- Medium- or low-speed lines can use induction-hardened chrome rolls.
Paper Width and Basis Weight
Wider or heavier boards require rolls with larger diameters and higher structural strength to ensure stable flute formation and pressure distribution.
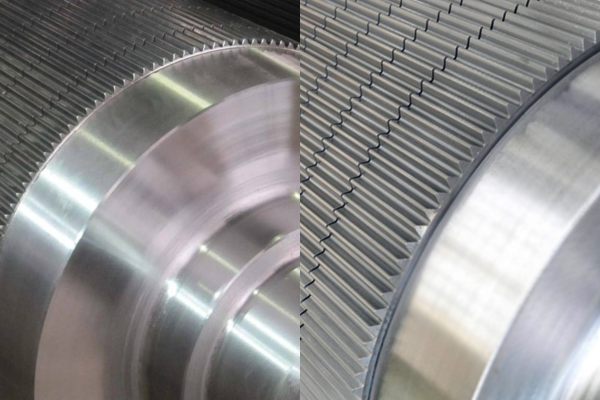
Select Flute Shape and Profile
Flute Shape Types
Common shapes include U, V, UV, UV-U, and UV-V.
- U-shaped flutes: Good cushioning but higher adhesive usage
- V-shaped flutes: Higher flat crush value, less cushioning
- UV flutes: Combine advantages of U and V, suitable for most applications
Flute Height and Count
- Higher flute height increases cushioning but also increases paper usage.
- More flutes improve board strength but may raise production complexity and cost.
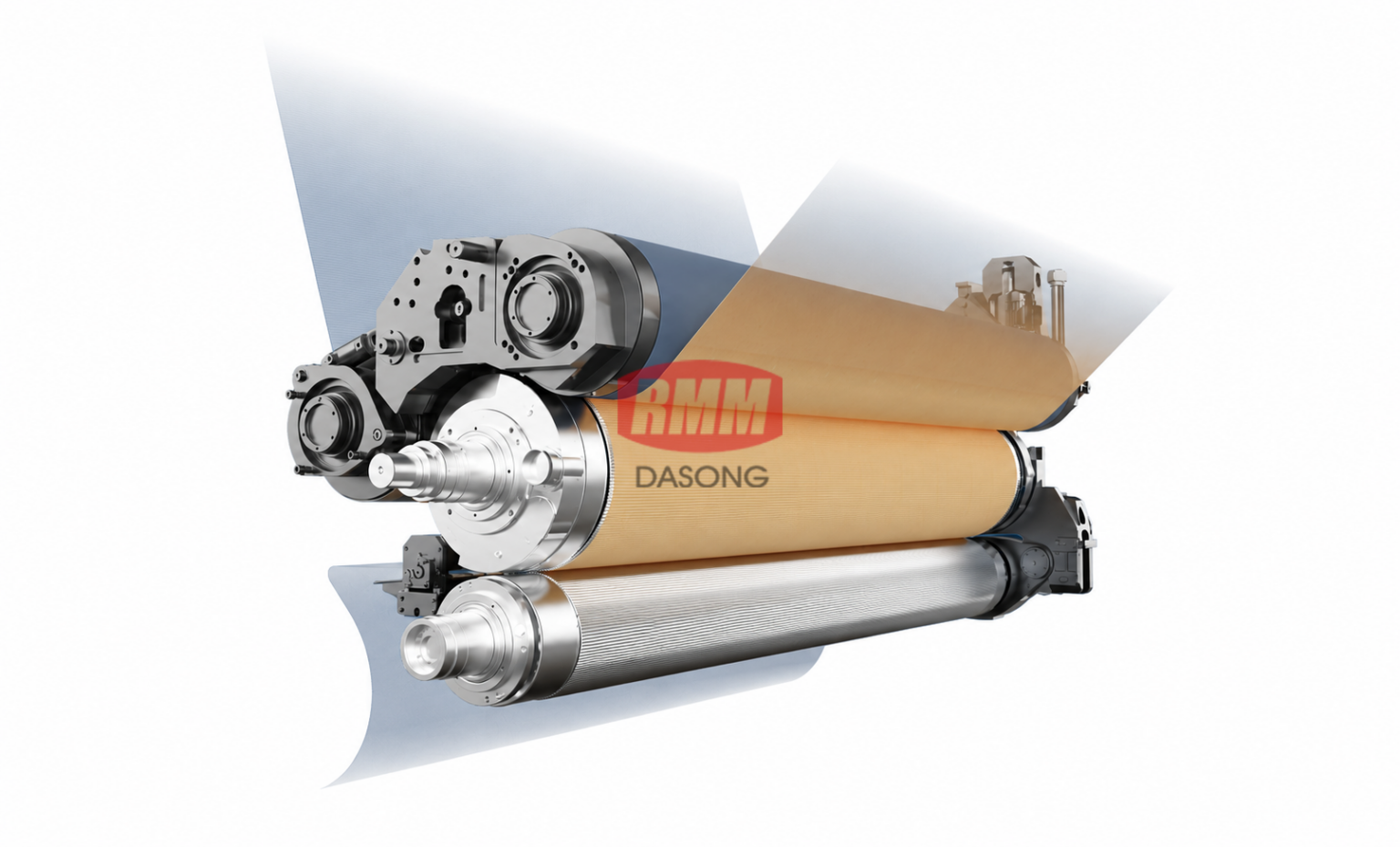
Choose Material and Manufacturing Process
Material Selection
High-quality alloy steels (e.g., 42CrMo, 48CrMo) are recommended to ensure roll strength, toughness, and wear resistance.
Surface Treatment Options
- Induction-hardened chrome: Cost-effective, suitable for medium/low-speed lines; hardness HRC 55–60; service life ~8–9 million linear meters.
- Tungsten carbide coating: Excellent wear resistance; service life 20–50 million linear meters; ideal for high-speed lines but higher cost.
- Laser-hardened chrome: Balanced performance; uniform hardness; service life ~13–15 million linear meters; suitable for medium/high-speed lines.
Verify Precision and Quality
Dimensional Accuracy
Ensure roll diameter, flute height, and flute tip radius meet specifications. Tolerances should be within ±0.025 mm.
Surface Quality
Check for cracks, pits, dents, or uneven coatings. The surface finish should be uniform with no peeling.
Parallelism and Alignment
Before installation, verify that top and bottom corrugating rolls are parallel and properly aligned to prevent uneven wear or inconsistent board quality.
Consider Maintenance and Cost
Maintenance Convenience
Select rolls that are easy to install, remove, and maintain to minimize downtime.
Cost Efficiency
Evaluate procurement cost, service life, and operational cost to choose the most cost-effective solution.
Conclusion
By considering production requirements, flute profile, material, manufacturing process, precision, and maintenance, you can select the corrugating roll that best balances board quality, production efficiency, and cost control.